浙江圓柱齒輪定制
發布時間:2023-02-03 02:13:42
浙江圓柱齒輪定制
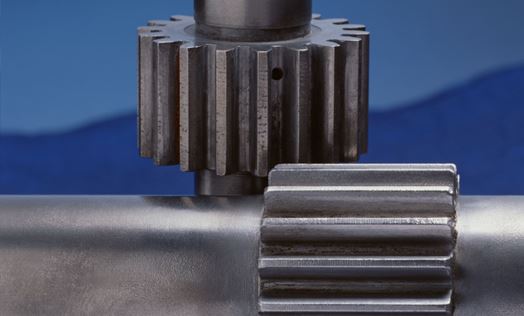
齒輪齒形誤差是指在齒形工作部分內,包容實際齒形廓線的兩理想齒形(漸開線)廓線間的法向距離。在實際加工過程中不可能獲得完全正確的漸開線齒形,總是存在各種誤差,從而影響傳動的平穩性。齒輪的基圓是決定漸開線齒形的惟一參數,如果在滾齒加工時基圓產生誤差,齒形勢必也會有誤差。基圓半徑R=滾刀移動速度/工作臺回轉角速度xcosao(ao為滾刀原始齒形角),在滾齒加工過程中漸開線齒形主要靠滾刀與齒坯之間保持一定速比的分齒來保證,由此可見,齒形誤差主要是滾刀齒形誤差決定的,滾刀刃磨質量不好很容易出現齒形誤差。同時滾刀在安裝中產生的徑向跳動、軸向竄動(即安裝誤差)也對齒形誤差有影響。常見的齒形誤差有不對稱、齒形角誤差(齒頂變肥或變厚)、產生周期誤差等。
浙江圓柱齒輪定制
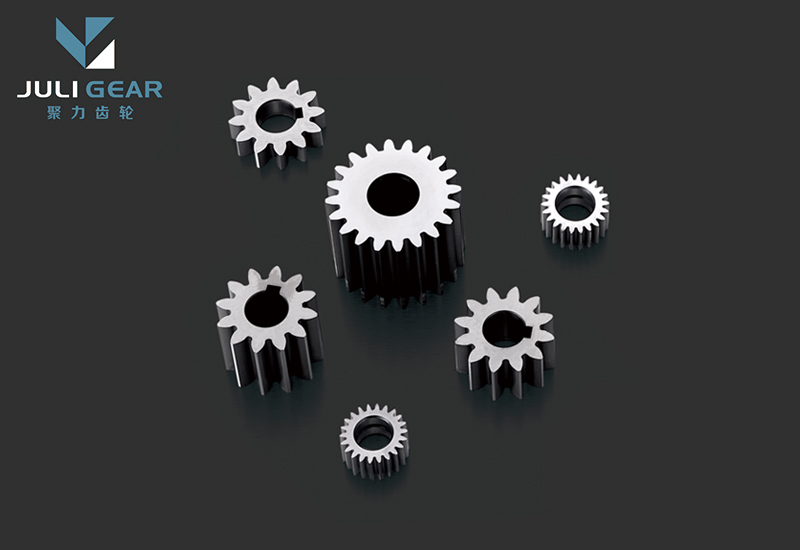
精密齒輪的首要加工表面有齒面和齒輪基準表面,后者東莞永滔精密齒輪加工包含帶孔齒輪的基準孔、精密齒輪加工時的設備端面,以及用以找正齒坯方位或測量齒厚時用作測量基準的齒頂圓柱面。精密齒輪的材料和毛坯 東莞永滔精密齒輪加工常用的精密齒輪材料有15鋼、45鋼等碳素構造鋼;速度高、受力大、精度高的精密齒輪常用合金構造鋼,如20Cr,40Cr,38CrMoAl,20CrMnTiA等。精密齒輪的毛坯決定于齒輪的材料、構造形狀、尺度標準、運用條件及出產批量等要素,常用的有棒料、鍛造毛坯、鑄鋼或鑄鐵毛坯等。
浙江圓柱齒輪定制
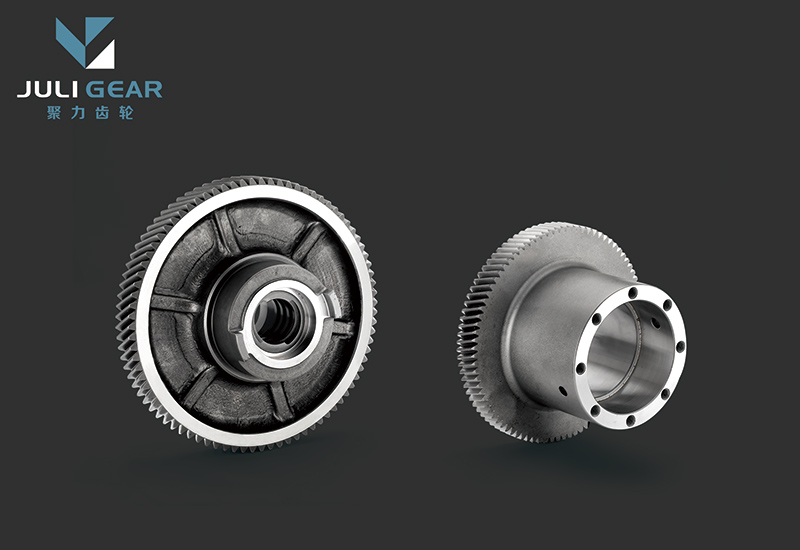
齒輪接受電腦化的檢查,探針掃描所有表面包括每一個齒。它將數據傳送到計算機分析尺寸,確保它們符合工程規格。通過這項質量管理檢查的齒輪,接著進入熔爐進行熱處理,這步驟能強化鋼材。當熔爐達到某個溫度時,工人會在里面注入碳,齒輪吸收碳使得鋼鐵更進一步強化。隨后浸在油里使得金屬硬化。然后熱處理會稍微扭曲鋼鐵,所以現在把各個齒輪送進計算機控制的研磨機,讓它們恢復原來精確的齒輪規格才能與軸承互相吻合。至此,精密齒輪加工告一段落。
浙江圓柱齒輪定制
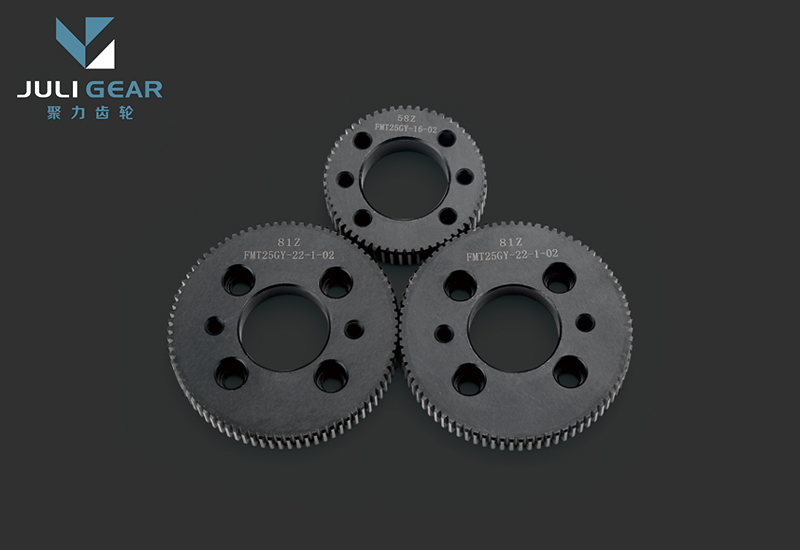
對于使用直齒輪來說,直齒輪的缺點主要在于它會產生振動。不論是由于設計,制造或變形等方面的原因,在同一時刻沿整個齒面上可能發生漸開線外形的一些變化,這將導致一個有規律的,每齒一次的激勵,它常是很強烈的。由此產生的振動既在齒輪上引起大的負載,又引起噪聲。還有一個不利點是,在接觸時間里有時由兩對齒嚙合所得到的附加強并不能回以利用,因應力是被循環中單嚙合的況所限定的。直齒輪的設計上遠遠不及斜齒輪就是這樣的道理,有振動又有噪音的產生,對于現代化的時代來說,是用戶反感的一件事情。
浙江圓柱齒輪定制
齒輪工作條件的苛刻程度是由齒輪的類型及其工作時的負荷和表面滑移速度決定的。普通齒輪傳動可選用普通車輛齒輪油,準雙曲面齒輪傳動要選用準雙曲面齒輪油。不過,如果汽車在山區或滿載拖掛行駛,并經常處于高負荷狀態下,工作苛刻、油溫較高,也可以選用準雙曲面齒輪油。齒輪的低溫粘度達150000mPa.s時的較高溫度決定其適用的較低氣溫。因此齒輪油的粘度等級一般是根據不同地區或季節的氣溫情況來選擇的。氣溫高時,選擇粘度高的齒輪油;反之,氣溫低時,選擇粘度低的齒輪油。
浙江圓柱齒輪定制
修理齒輪齒面磨損的方法:1.調整換位法:將已磨損的齒輪變換方位,利用齒輪未磨損或磨損較輕的部位繼續工作。2.變位切削法:將報廢的大齒輪外徑車去相應的值,再重新滾齒,將齒面點蝕的部分切除掉,大齒輪用負變位,小齒輪用正變位,加工后就成為傳動參數均不變化的新齒輪副,從而使大齒輪得以修理,投入使用。3.鑲齒修理法:對負荷不大、轉速不高的齒輪,個別輪齒打掉后,修理時把壞齒輪根部在刨床上刨出梯形槽,把與槽形相同的新齒胚壓入,焊牢或采用螺栓連接并加工整形。4.堆焊修理法:個別輪齒磨損或齒端兩面磨損超過限度等,都可以根據齒輪損壞情況,在齒輪的整個或部分表面上堆焊一層或數層金屬。堆焊修理齒輪,操作簡單,修理質量較好。