香港工程機械齒輪制造廠家
發布時間:2023-03-29 02:11:05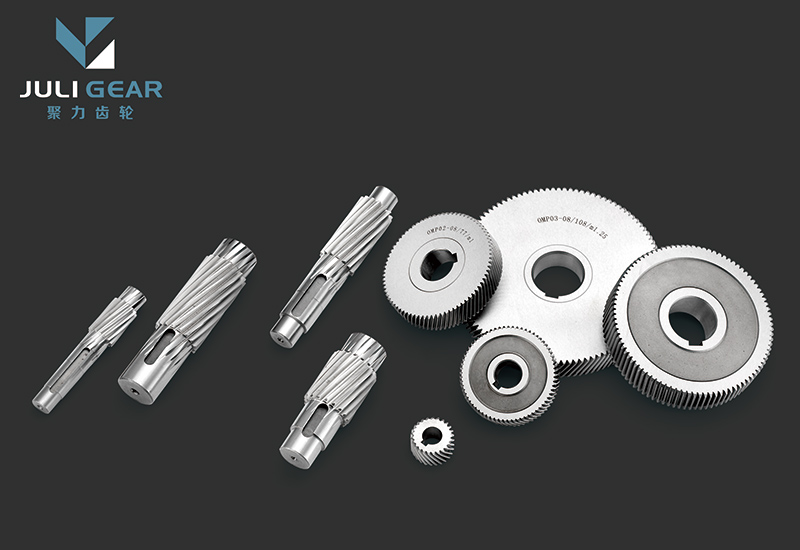
香港工程機械齒輪制造廠家
齒輪運轉前需檢查的事項:1. 檢查齒輪和齒條的裝配是否正確,如果裝配出現問題的話,那么齒輪運行肯定也會有影響的。2. 要檢查輪齒接觸是否偏向一端。如果發現存在有偏向的情況,我們就需要經過運轉進行不斷的調試,才可以實現齒輪平穩的運轉。3. 需要觀察是否有適當的側隙。要知道齒輪運轉保持適當的側隙是很重要的,側隙過小的話那么齒輪可能會卡頓,側隙過大的話那么運轉可能不會及時。4. 在運轉前,我們需要對齒輪、齒條進行潤滑。在安裝的時候,我們可以使用工具來固定齒條。
香港工程機械齒輪制造廠家
齒輪的三個加工工藝:1、鍛造制坯:熱模鍛仍然是汽車齒輪件廣泛使用的毛坯鍛造工藝。近年來,楔橫軋技術在軸類加工上得到了大范圍推廣。這項技術適合為比較復雜的階梯軸類制坯,它不僅精度較高、后序加工余量小,而且生產效率高。2、車削加工:為了滿足高精度齒輪加工的定位要求,齒坯的加工全部采用數控車床,使用機械夾緊不重磨車刀,實現了在一次裝夾下孔徑、端面及外徑加工同步完成,既保證了內孔與端面的垂直度要求,又保證了大批量齒坯生產的尺寸離散小。從而提高了齒坯精度,確保了后序齒輪的加工質量。另外,數控車床加工的效率還大大減少了設備數量,經濟性好。3、滾、插齒:加工齒部所用設備仍大量采用普通滾齒機和插齒機,雖然調整維護方便,但生產效率較低,若完成較大產能需要多機同時生產。隨著涂層技術的發展,滾刀、插刀刃磨后的再次涂鍍非常方便地進行,經過涂鍍的刀具能夠明顯地提高使用壽命,一般能提高90%以上,減少了換刀次數和刃磨時間,效益顯著。
香港工程機械齒輪制造廠家
齒條主要分為直齒齒條和斜齒齒條分別與直齒輪和斜齒輪配對使用;齒輪的齒廓為直線而非漸開線,相當于分度圓半徑為無窮大圓柱齒輪。主要特點是齒條齒廓為直線,因此各個點的壓力角都是相同的,并且與齒廓的傾斜角也是相等的。齒條與尺頂線平行的任一條直線上都具有相同的齒距和模數。計算齒條尺寸的基準是與齒頂線平行且齒厚等于齒槽寬的直線稱為分度線(中線)。斜齒輪的漸開線斜齒輪減速機,其體積是比較小的,并且重量還輕,使用的效率高,有著比較高的承載能力,進行使用的壽命比較長,進行安裝的過程中方便,其中配置的電機的功率使用范圍比較廣,并且傳動比是一種分級的方式,其非常的精細,是能夠廣泛的使用在各行各業中的減速設備上。

香港工程機械齒輪制造廠家
齒輪淬火時將工件放入感應器(線圈)內,當感應器中通入頻率的交變電流時,周圍即產生交變磁場。交變磁場的電磁感應作用使工件內產生封閉的感應電流──渦流。感應電流在工件截面上的分布很不均勻,工件表層電流密度很高,向內逐漸減小,這種現象稱為集膚效應。工件表層高密度電流的電能轉變為熱能,使表層的溫度升高,即實現表面加熱。電流頻率越高,工件表層與內部的電流密度差則越大,加熱層越薄。在加熱層溫度超過鋼的臨界點溫度后迅速冷卻,即可實現表面淬火。不要小看精密齒輪的淬火加工,如果加工工作不能妥善處理的話,會影響其使用效果。
香港工程機械齒輪制造廠家
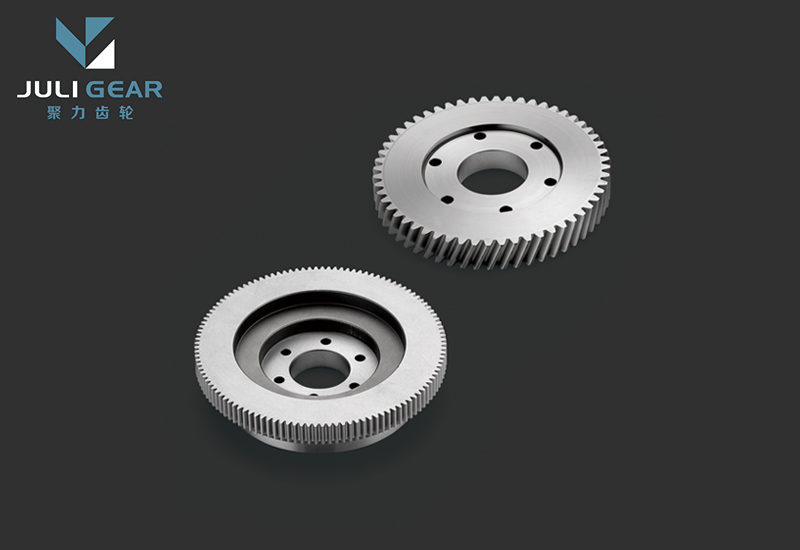
一把自動帶鋸會切下一塊鋼材, 厚度跟他們要制造的齒輪尺寸一樣,我們叫它為齒輪毛胚。工人將毛胚固定在計算機控制的車床上,當它旋轉時,裝有一連串碳化物刀具的轉臺會跟著移動過來。一根又一根的刀具輪番上陣,把毛胚切割成特定形狀。淋上冷卻劑,避免車裝式鉆床在作業時造成過熱。它在毛胚中間鉆一個洞,最后一樣工具在毛胚前方雕出溝槽。這最后一道去除金屬的步驟減輕了齒輪的重量。現在把毛胚送進計算機控制的銑床,銑床鉆出來的洞可以讓潤滑劑在齒輪運作時流動,這些洞也能減輕產品重量。
香港工程機械齒輪制造廠家
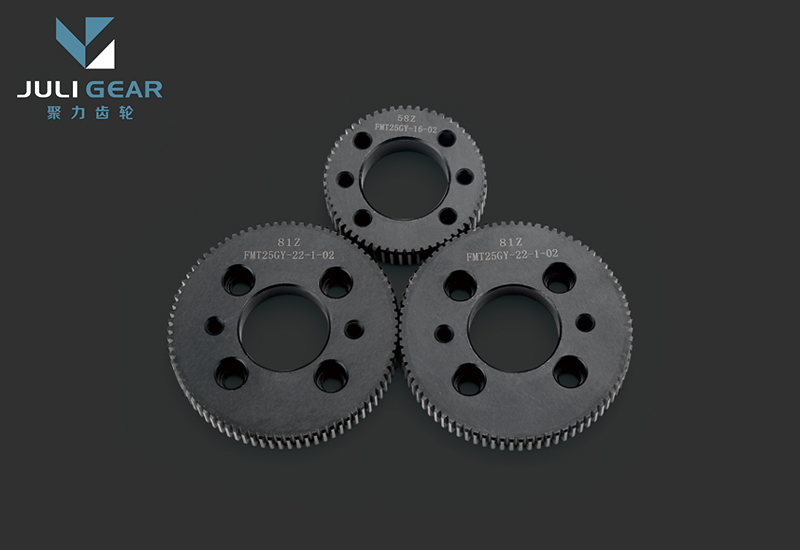
作為加工齒輪的廠家,我們經常會要需要對標準齒輪進行變位,很多人不理解這是為什么?1、一對嚙合的標準齒輪,由于小齒輪齒根厚度薄,參與嚙合的次數又較多,因此強度較低,容易損壞,影響了齒輪傳動的承載能力。2、標準齒輪中心距用a表示,若實際需要的中心距Aa時,就根本無法安裝;若Aa可以安裝,卻產生大的側隙,重合度也降低,都影響了傳動的平穩性。3、若滾齒切制的標準齒輪齒數小于17,則會發生根切現象,影響實際使用。