廣西工程機械齒輪定制
發布時間:2023-04-10 02:08:36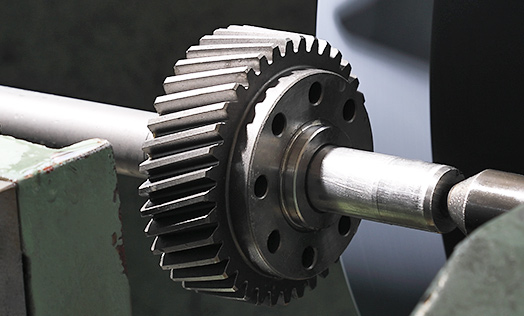
廣西工程機械齒輪定制
齒輪接受電腦化的檢查,探針掃描所有表面包括每一個齒。它將數據傳送到計算機分析尺寸,確保它們符合工程規格。通過這項質量管理檢查的齒輪,接著進入熔爐進行熱處理,這步驟能強化鋼材。當熔爐達到某個溫度時,工人會在里面注入碳,齒輪吸收碳使得鋼鐵更進一步強化。隨后浸在油里使得金屬硬化。然后熱處理會稍微扭曲鋼鐵,所以現在把各個齒輪送進計算機控制的研磨機,讓它們恢復原來精確的齒輪規格才能與軸承互相吻合。至此,精密齒輪加工告一段落。
廣西工程機械齒輪定制
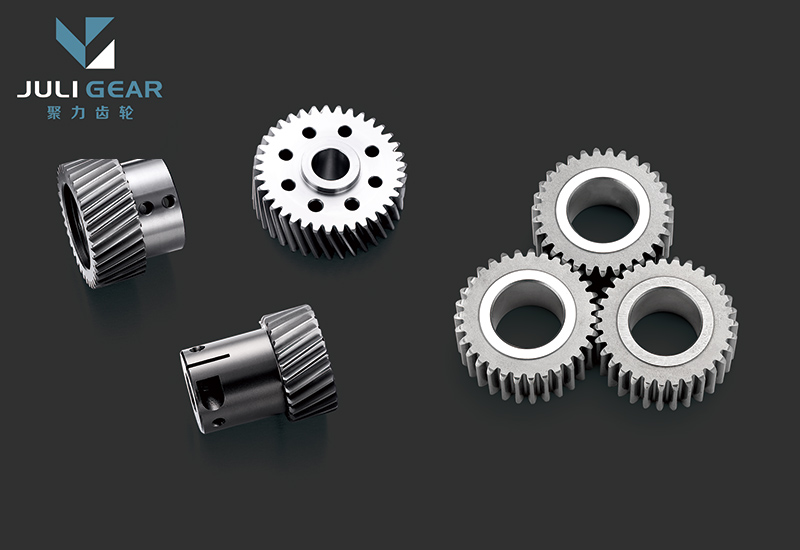
由實踐得知,在閉式齒輪傳動中,通常以保證齒面接觸疲勞強度為主。但對于齒面硬度很高、齒芯強度又低的齒輪(如用20、20Cr鋼經滲碳后淬火的齒輪)或材質較脆的齒輪,通常則以保證齒根彎曲疲勞強度為主。如果兩齒輪均為硬齒面且齒面硬度一樣高時,則視具體情況而定。功率較大的傳動,例如輸入功率超過75kW的閉式齒輪傳動,發熱量大,易于導致潤滑不良及輪齒膠合損傷等,為了控制溫升,還應作散熱能力計算。開式(半開式)齒輪傳動,按理應根據保證齒面抗磨損及齒根抗折斷能力兩準則進行計算,但如前所述,對齒面抗磨損能力的計算方法迄今尚不夠完善,故對開式(半開式)齒輪傳動,僅以保證齒根彎曲疲勞強度作為設計準則。為了延長開式(半開式)齒輪傳動的壽命,可視具體需要而將所求得的模數適當增大。

廣西工程機械齒輪定制
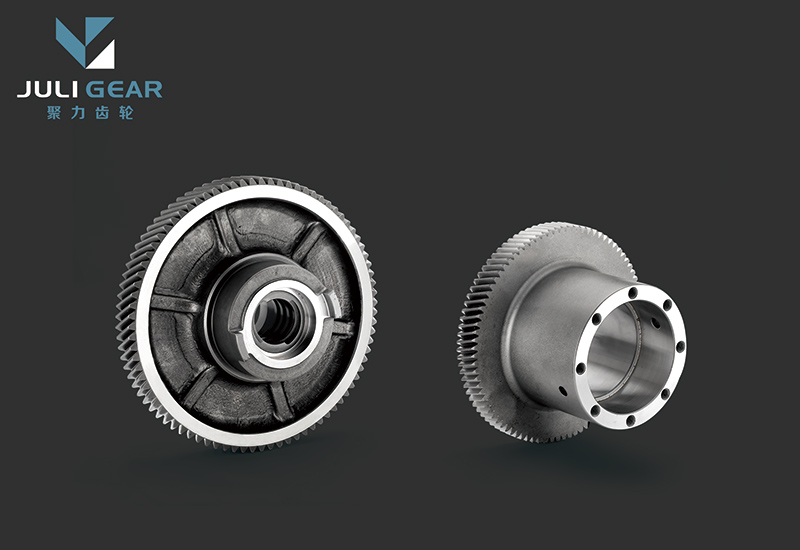
對于高精度、高硬度的齒輪加工,包括對材料進行熱處理、加工齒形和堆焊銅層,均采用兩次齒形熱處理和兩次線切割齒形,一次熱處理是為了消除齒條材料的內應力,然后進行一次線切割齒形;二次是為了使齒形達到要求的硬度,在對齒輪的兩端進行堆焊銅層,經過車磨外圓后,進行二次線切割齒形,達到齒條與外圓同軸。通過這種交替進行的方法使制得的齒條既克服了熱處理材料后的材料淬透性的問題,又達到了硬度的要求,保證齒形精度的同時也提高了齒形與外圓的同軸度。
廣西工程機械齒輪定制
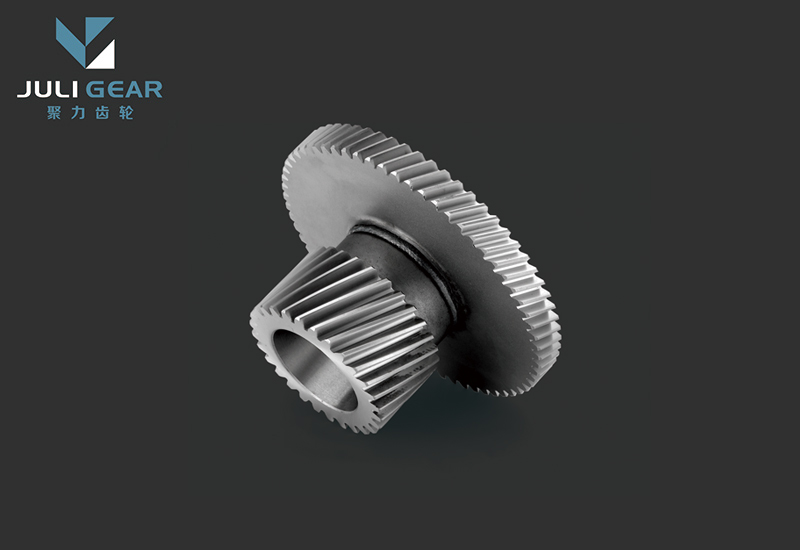
齒輪齒向的誤差是在分度圓柱面上,全齒寬范圍內,包容實際齒向線的兩條設計齒向線的端面距離。引起齒向誤差的主要原因是機床、刀架的垂直進給方向與零件軸線有偏移,或上尾座中心與工作臺回轉中心不一致,還有滾切斜齒輪時,差動掛輪計算誤差大,差動傳動鏈齒輪制造和調整誤差太大。另外夾具和齒坯制造、安裝、調整精度低也會引起齒向誤差。
廣西工程機械齒輪定制
精密齒輪進行加工的精度要求:1. 在進行精密齒輪的加工時,要在精密齒輪輪齒的非工作齒面間留有一些側隙,這樣做是為了便于潤滑油的儲存,減少精密齒輪的安裝誤差。2. 精密齒輪在進行生產的時候要保證能夠使其在工作的時候齒面間的接觸良好性,以可以保證精密齒輪的載荷可以均勻的分布。3. 精密齒輪的轉角誤差要在規定的范圍以內,這樣可以使精密齒輪更為平穩的傳動,減少工作時的震動和噪聲。4. 為了傳動運動的準確性,精密齒輪在一轉的轉角誤差也是有規定的范圍的。