內蒙古機械精密齒輪加工
發布時間:2023-08-26 02:01:20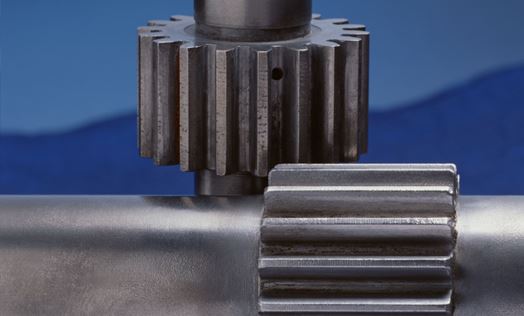
內蒙古機械精密齒輪加工
對于高精度、高硬度的齒輪加工,包括對材料進行熱處理、加工齒形和堆焊銅層,均采用兩次齒形熱處理和兩次線切割齒形,一次熱處理是為了消除齒條材料的內應力,然后進行一次線切割齒形;二次是為了使齒形達到要求的硬度,在對齒輪的兩端進行堆焊銅層,經過車磨外圓后,進行二次線切割齒形,達到齒條與外圓同軸。通過這種交替進行的方法使制得的齒條既克服了熱處理材料后的材料淬透性的問題,又達到了硬度的要求,保證齒形精度的同時也提高了齒形與外圓的同軸度。
內蒙古機械精密齒輪加工
把齒輪作為一個用于實現傳動功能的幾何實體,或采用坐標式幾何解析法對其單項幾何精度進行測量,并按齒輪嚙合傳動順序和位置,集成為一條“靜態”齒輪整體誤差曲線;或按單面嚙合綜合測量方式,使用特別測量齒輪,采用滾動點掃描測量法對其進行測量,得到齒輪“運動”整體誤差曲線。齒輪整體誤差測量技術是對傳統齒輪測量技術的繼承和發展,尤其是采用單面嚙合、滾動點掃描測量的齒輪整體誤差測量技術更具有測量信息豐富、測量速度快、測量精度更接近使用狀態的特點,特別適合批量產品齒輪精度的檢測與質量的控制。
內蒙古機械精密齒輪加工
修理齒輪齒面磨損的方法:1.調整換位法:將已磨損的齒輪變換方位,利用齒輪未磨損或磨損較輕的部位繼續工作。2.變位切削法:將報廢的大齒輪外徑車去相應的值,再重新滾齒,將齒面點蝕的部分切除掉,大齒輪用負變位,小齒輪用正變位,加工后就成為傳動參數均不變化的新齒輪副,從而使大齒輪得以修理,投入使用。3.鑲齒修理法:對負荷不大、轉速不高的齒輪,個別輪齒打掉后,修理時把壞齒輪根部在刨床上刨出梯形槽,把與槽形相同的新齒胚壓入,焊牢或采用螺栓連接并加工整形。4.堆焊修理法:個別輪齒磨損或齒端兩面磨損超過限度等,都可以根據齒輪損壞情況,在齒輪的整個或部分表面上堆焊一層或數層金屬。堆焊修理齒輪,操作簡單,修理質量較好。
內蒙古機械精密齒輪加工
精密齒輪的首要加工表面有齒面和齒輪基準表面,后者東莞永滔精密齒輪加工包含帶孔齒輪的基準孔、精密齒輪加工時的設備端面,以及用以找正齒坯方位或測量齒厚時用作測量基準的齒頂圓柱面。精密齒輪的材料和毛坯 東莞永滔精密齒輪加工常用的精密齒輪材料有15鋼、45鋼等碳素構造鋼;速度高、受力大、精度高的精密齒輪常用合金構造鋼,如20Cr,40Cr,38CrMoAl,20CrMnTiA等。精密齒輪的毛坯決定于齒輪的材料、構造形狀、尺度標準、運用條件及出產批量等要素,常用的有棒料、鍛造毛坯、鑄鋼或鑄鐵毛坯等。

內蒙古機械精密齒輪加工
“模數”是指相鄰兩輪齒同側齒廓間的齒距t與圓周率π的比值(m=t/π),以毫米為單位。模數是模數制輪齒的一個基本參數。模數越大,輪齒越高也越厚,如果齒?輪的齒數一定,則輪的徑向尺寸也越大。模數系列標準是根據設計、制造和檢驗等要求制訂的。對於具有非直齒的齒輪,模數有法向模數mn、端面模數ms與軸向模數mx的區別,它們都是以各自的齒距(法向齒距、端面齒距與軸向齒距)與圓周率的比值,也都以毫米為單位。
內蒙古機械精密齒輪加工
在加工行業,每一種機械設備都離不開齒輪的協助工作,那么在齒輪的這個行業領域里,也是有著諸多的分類,在日常使用過程用的比較多的算是傘齒輪與斜齒輪,斜齒輪具有體積小、重量輕、傳遞扭矩大、起動平穩、傳動比分級精細,而且采用高強度合金鋼,表面滲碳硬化處理,承載能力強,經久耐用。在實際應用中有傳動平穩、沖擊、振動和噪聲較小等特點。在高速重載場合使用廣泛。并且可以根據用戶的要求任意連接和多種安裝位置選擇。