溫州機械精密齒輪加工
發布時間:2023-10-03 01:59:34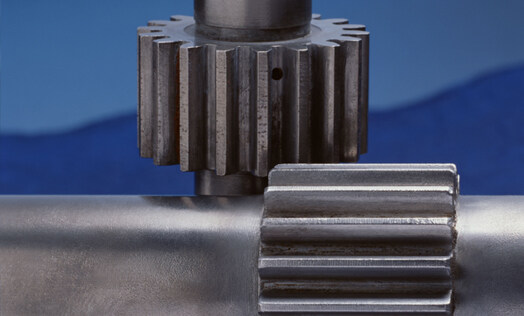
溫州機械精密齒輪加工
在一般機械中,傘齒輪兩軸之間的交角等于90°不過這不是一個必要的要求,因為有些它是不等于90°的。傘齒輪通常就是用來傳遞兩相交軸之間的運動和動力,比較與圓柱齒輪類似,并且圓錐體是有大端和小端,它所對應大端的圓分別可以稱為分度圓,這個圓的半徑是r,和齒頂圓還有齒根圓和基圓。一對傘齒輪的運動就相當于一對節圓錐在作純滾動的運動。它的工作效率是挺高的,可以為企業帶來好的收益。而斜齒輪則是機械傳動中經常會用到的一種常用零件。斜齒輪可以分為漸開線斜齒輪減速機和斜齒輪蝸輪減速機。所以就它們的使用性質而言,傘齒輪用來傳遞兩相交軸之間的運動和動力的齒輪。而斜齒輪是一種減速傳動裝置。兩者雖然相差一個字,但是它們的用途也可謂是千差地別的,這點要很注意。而根據它們的特點不同,又有這些區別,傘齒輪的兩軸之間的交角等于90°或者不等于90°也是可以的。
溫州機械精密齒輪加工
1、測量分度圓弦齒厚和分度圓弦齒高:其特點是測量分度圓弦齒厚時,要以齒頂圓作為測量基準,但機械精密齒輪實際工作時齒頂圓精度要求不高,故齒頂圓的設計和加工精度一般較低,影響弦齒厚的測量精度。2、測量固定弦齒厚和固定弦齒高:其特點是計算測量值時只與被測齒輪的模數和齒形角有關,而與其齒數無關,加之標準齒輪的模數和齒形角已標準化,計算十分方便。但在測量固定弦齒厚時,也要以齒頂圓作為測量基準,影響其測量精度。3、測量公法線長度:其特點是量具簡單,測量方便、準確、齒頂圓的制造誤差對公法線長度測量值無影響。
溫州機械精密齒輪加工
影響精密齒輪加工效果的影響因素:1、當加工廠開展精密齒輪的生產加工時,設備會在加工精密齒輪時,產生較多的熱量,進而使精密齒輪的表層發生膨脹。同時熱量會快速的擴散到精密齒輪內部,此外,精密齒輪會因為冷卻液的噴淋而收攏。因此,在生產加工精密齒輪時,大家需要對設備的熱量進行合理的調控。2、此外,精密齒輪的表層會承受機器機器加工時產生的應力,當這些超出精密齒輪無法承受的強度時,精密齒輪就有可能產生裂痕。因此,使用合適的加工應力對加工精密齒輪來說,也同樣重要。

溫州機械精密齒輪加工
作為加工齒輪的廠家,我們經常會要需要對標準齒輪進行變位,很多人不理解這是為什么?1、一對嚙合的標準齒輪,由于小齒輪齒根厚度薄,參與嚙合的次數又較多,因此強度較低,容易損壞,影響了齒輪傳動的承載能力。2、標準齒輪中心距用a表示,若實際需要的中心距Aa時,就根本無法安裝;若Aa可以安裝,卻產生大的側隙,重合度也降低,都影響了傳動的平穩性。3、若滾齒切制的標準齒輪齒數小于17,則會發生根切現象,影響實際使用。
溫州機械精密齒輪加工
齒輪齒形誤差是指在齒形工作部分內,包容實際齒形廓線的兩理想齒形(漸開線)廓線間的法向距離。在實際加工過程中不可能獲得完全正確的漸開線齒形,總是存在各種誤差,從而影響傳動的平穩性。齒輪的基圓是決定漸開線齒形的惟一參數,如果在滾齒加工時基圓產生誤差,齒形勢必也會有誤差。基圓半徑R=滾刀移動速度/工作臺回轉角速度xcosao(ao為滾刀原始齒形角),在滾齒加工過程中漸開線齒形主要靠滾刀與齒坯之間保持一定速比的分齒來保證,由此可見,齒形誤差主要是滾刀齒形誤差決定的,滾刀刃磨質量不好很容易出現齒形誤差。同時滾刀在安裝中產生的徑向跳動、軸向竄動(即安裝誤差)也對齒形誤差有影響。常見的齒形誤差有不對稱、齒形角誤差(齒頂變肥或變厚)、產生周期誤差等。

溫州機械精密齒輪加工
由實踐得知,在閉式齒輪傳動中,通常以保證齒面接觸疲勞強度為主。但對于齒面硬度很高、齒芯強度又低的齒輪(如用20、20Cr鋼經滲碳后淬火的齒輪)或材質較脆的齒輪,通常則以保證齒根彎曲疲勞強度為主。如果兩齒輪均為硬齒面且齒面硬度一樣高時,則視具體情況而定。功率較大的傳動,例如輸入功率超過75kW的閉式齒輪傳動,發熱量大,易于導致潤滑不良及輪齒膠合損傷等,為了控制溫升,還應作散熱能力計算。開式(半開式)齒輪傳動,按理應根據保證齒面抗磨損及齒根抗折斷能力兩準則進行計算,但如前所述,對齒面抗磨損能力的計算方法迄今尚不夠完善,故對開式(半開式)齒輪傳動,僅以保證齒根彎曲疲勞強度作為設計準則。為了延長開式(半開式)齒輪傳動的壽命,可視具體需要而將所求得的模數適當增大。