嘉興圓柱齒輪廠家
發布時間:2022-11-16 02:15:07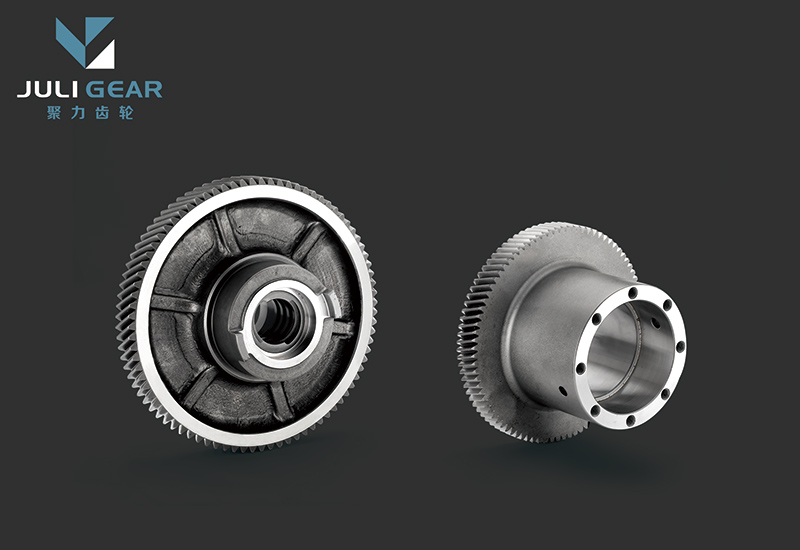
嘉興圓柱齒輪廠家
對模數較大的齒輪,要分粗,精兩次銑削,精銑的切削深度可根據粗銑后的齒厚尺寸來進行調整,切削深度調整好 后,就可以開始正式銑削。當一個齒槽銑好后,就利用萬能分度頭進行一次分度,再銑下一個齒槽,直至銑完全部齒。在生產中常用對中方法有兩種:痕跡對中法和圓棒對中法。痕跡對中法是一種較方便的對中法,具體方法是將工作臺向上運動,使齒坯接近銑刀;然后憑目測 使銑刀廓形對稱線大致對準齒坯中心;再開動機床使銑刀旋轉,并逐漸升高工作臺,使銑刀的圓周刀刃和齒坯微微接觸,同時來回移動橫向工作臺;這時齒坯中出現了一個橢圓形刀痕, 接著調整銑刀刀廓形對稱線對準橢圓中心即可。
嘉興圓柱齒輪廠家
圓柱齒輪的主要技術要求:1.齒輪的傳動精度要求齒輪的制造精度對機器的工作性能、承載能力、噪聲及使用壽命影響很大,所以其制造必須滿足齒輪傳動的使用要求。2.傳遞運動的準確性要求齒輪在一轉中的轉角誤差限制在一定范圍內,使齒輪副傳動比變化小,確保傳遞運動準確。3.傳遞運動的平穩性要求齒輪一齒范圍內的轉角誤差限制在一定范圍內,使齒輪副瞬時傳動比變化小,以保證齒輪傳動平穩,無沖擊,振動和噪聲小。4.載荷分布的均勻性要求傳動中工作齒面接觸良好,以保證載荷分布均勻。杏則將導致齒面應力集中,過早磨損而降低使用壽命。5.齒側間隙的合理性要求嚙合輪齒的非工作齒面留有一定的側隙,以便儲存潤滑油,補償彈性變形和熱變形及齒輪的制造和安裝誤差。6.齒坯的主要技術要求齒坯的內孔、端面常被用作齒輪加工、檢驗和安裝的基準。因此對齒坯的基準孔的直徑公差和基準端面的端面跳動有相應的要求。

嘉興圓柱齒輪廠家
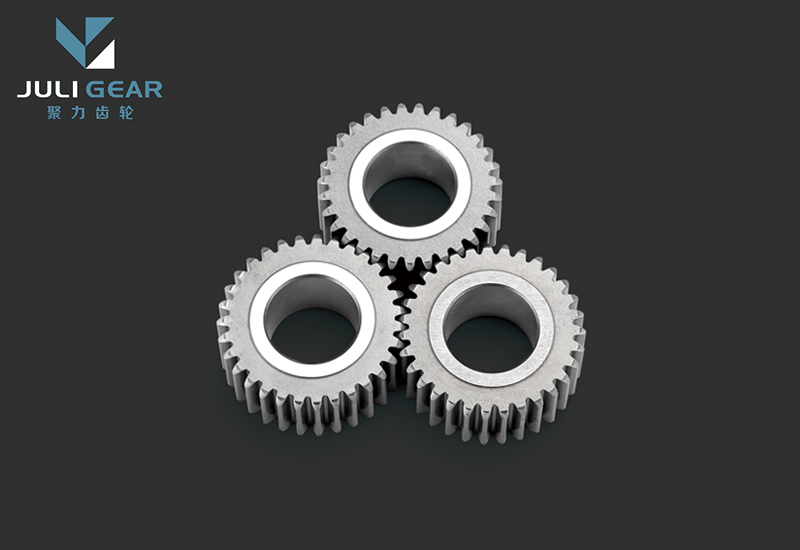
齒輪齒形誤差是指在齒形工作部分內,包容實際齒形廓線的兩理想齒形(漸開線)廓線間的法向距離。在實際加工過程中不可能獲得完全正確的漸開線齒形,總是存在各種誤差,從而影響傳動的平穩性。齒輪的基圓是決定漸開線齒形的惟一參數,如果在滾齒加工時基圓產生誤差,齒形勢必也會有誤差。基圓半徑R=滾刀移動速度/工作臺回轉角速度xcosao(ao為滾刀原始齒形角),在滾齒加工過程中漸開線齒形主要靠滾刀與齒坯之間保持一定速比的分齒來保證,由此可見,齒形誤差主要是滾刀齒形誤差決定的,滾刀刃磨質量不好很容易出現齒形誤差。同時滾刀在安裝中產生的徑向跳動、軸向竄動(即安裝誤差)也對齒形誤差有影響。常見的齒形誤差有不對稱、齒形角誤差(齒頂變肥或變厚)、產生周期誤差等。
嘉興圓柱齒輪廠家
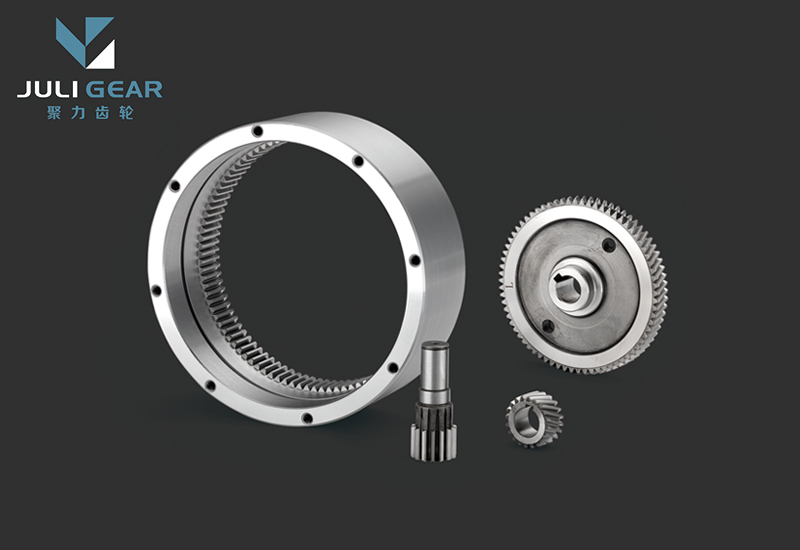
毛胚從銑床上拿下來后,工人在上面壓印公司名稱和零件編號,接著要打造齒輪上的齒,刨齒機刻出內圈的齒即中央洞口里的齒。用的是表面有鈦金屬的刨刀,機器的其它原件能讓刨刀在正確的時機運轉。齒的數目和大小隨各個齒輪而有所不同。所以對于各款齒輪,齒輪加工廠家必須在刨齒機士裝上特定的刨刀。接著繼續加工齒輪外圈的齒,由計算機控制的滾齒機將它們切割出來。切割時,齒輪會貼著機器滾動。如果滾齒機一次就將齒切割到最終深度,會造成刨刀破裂。所以齒輪必須不斷地旋轉,讓滾齒機每一輪都切得更深入,直到齒達到適當深度。